 Loading... Please wait...
Loading... Please wait...- Contact
- wiggys@wiggys.com
- Home
- News + Commentary
- Redundancy Of Work Without
Recent Commentary
News & Commentary Archives
Learn More
Subscribe to Wiggy's Newsletter » Receive updates about new products, specials, and learn about insulation technology
Redundancy Of Work Without
Posted on Jan 3rd, 2008
Four years ago or so the Army’s Natick Testing Laboratory started looking for flame retardant fabric for the manufacture of flame retardant underwear. The situation that spurred this need was the realization that the polyester, polypropylene or nylon underwear being worn by soldiers in combat in Iraq were receiving secondary wounds that were far more deadly than the primary wound. If they were subjected to an IED the heat generated by the IED reaches over 1500 degrees and melted the synthetic underwear into the body.
What was shown to the researchers at Natick was a wool viscous fabric made into underwear. Initially the underwear garments were being marketed for aerobic wear use because the fabric did not retain odor. In addition in the consumer market there was and still is an interest in eco-friendly sustainable products. This wool viscous fabric is just that, eco-friendly. The wool comes from sheep and the viscous from trees. The reason the fabric and garments were shown to Natick was because the fabric does not support combustion, does not melt and is the very best first layer a soldier can wear as protection against the effects of an IED encounter.
The end result could have been that Natick would be able to provide literally immediately underwear to the troops without going through the expense of unnecessary testing. All of the factual information existed at the time proving beyond any doubt the performance capabilities of the fabric. That was not to be. Instead the material was rejected because the wool had to be processed in Europe via a process that does not exist in the USA. It was as they at Natick put it not; Berry Amendment compliant (made in America in its entirety). Today it is.
Now four years later Natick puts out a “SPECIAL NOTICE” requesting the textile industry to develop the following “ECO-FRIENDLY AND SUSTAINABLE FLAME RETARDANT (FR) AND THERMALLY PROTECTIVE TEXTILES FOR COMBAT CLOTHING AND INDIVIDUAL EQUIPMENT.”
REDUNDANCY OF WORK WITHOUT ANY RESULTS!
 _______________________________________________________________________
_______________________________________________________________________
FIBER USED FOR FIRE RETARDANT UNDERWEAR
Since I wrote the article presently on the website see “archive newsletters” October 14, 07 about flame retardant (FR) underwear I have acquired additional information.
Those responsible for clothing our fighting men once again leave a lot to be desired. As you probably know the U.S. Marine Corps ruled out the wearing of all synthetic underwear when Marines left the compound to go on patrols in Iraq. This was ultimately a decision that was put into force for all the services. The military research and development center has pretty much at this time singled out underwear made from the modacrylic fiber. I for one don’t understand why, since there is a volume of information readily available that shows it is a bad choice of fibers to use for any article of clothing worn against the skin.
I shall digress for a moment here and relate some information that is analogous. In 1988 a research scientist at Case Western University was doing an experiment with mice. During the course of the experiment it was observed that the mice offspring were being born deformed. After much trial and error testing to determine what was causing this to happen they realized that the water being consumed was tainted by a chemical leaching from the plastic water containers. They were changed from plastic to glass and the problem was solved. As an aside; why drink store bought healthy water when it is packaged in a plastic container?
The chemicals used to make modacrylic are in fact toxic and is the reason they have not been used in the manufacture of clothing. The skin will absorb these chemicals which are very detrimental to the body.
I saw an ad for St. Jude hospital that caters to very young children who are suffering from many different cancers. Modacrylic fabrics are used in the manufacture of stuffed toys. I wonder if the modacrylic materials which are on the outside of the stuffed animals are a possible culprit. After all infants, toddlers and young children in general sleep with these animals, kiss then, probably licks them as well and this could be the problem. The build up of the toxins takes its toll eventually. The research community should research modacrylic since it does give off toxins.
The military gurus should understand that the soldiers will be wearing the modacrylic underwear against their skin surfaces and will also absorb the toxins. Being larger in size than the children at St. Jude Hospital the damage if there is any from the toxins may not show up for some years to come.
This can all be avoided if the underwear issued were the wool viscous that I sell.
_______________________________________________________________________
WHY CONTINUOUS FILAMENT VERSUS CHOPPED STAPLE FIBERFILL?
All polyester fiber regardless of its end use is extruded as a continuous filament fiber product.
Until the Celanese Corp ( no longer in business) developed the machinery that separated the continuous filament fiber and arranged the fibers in a configuration that created a lofty batting the fiber was cut or chopped (referred to as chopped staple) to two inch lengths. The two inch length equaled the length of the cotton fiber used for making battings. These two inch fibers are then formed into a web structure and they are joined via either a bonding process (spraying a resin on the fibers which when the resin dries holds them together) or blending two fibers; one of a low melt consistency which when placed in an over with the standard fiber liquefies and when cooled solidifies there by joining the fibers in the same manner as the bonding process. In the first process the fibers are referred to as bonded and in the second process, low melt or thermally bonded.
This seems a complete waste of time and money when the end result is to have an
insulating medium when finished. Why (?) because you are starting out with fully joined fibers in the first place; i.e. continuous filament fiber.
When you resin bond or low melt bond you do not have any control over the amount of resin or liquefied fiber that coats the original fiber. In either of these processes the original fiber is adulterated. This adulteration adversely affects the resilience of the fiber, it diminishes the resilience dramatically. Historically
all polyester batting that have been constructed in either method of manufacture lose their loft quite quickly. Because the structure is weak quilting is necessary to hold the fibers in place. Of course quilting is detrimental to insulated products since all quilt stitches are cold spots. Since the fiber thickness is compressed along the quilt lines water is easily trapped along the quilt lines. Retention of water is obviously not good.
Think about this for a moment, you are starting out with continuous fiber, long unbroken strands of fiber, and then you are cutting the fiber into two inch lengths just so you can put them through a process to rejoin the cut fibers all over again. Does this make any sense (?); today no. I have researched the history of garneting cotton fiber which starts when cotton was first grow and the garneting was done by hand. In the 1700’s machinery was invented to eliminate the hand garneting. This method of combing or separating fibers has survived until today and is necessary when you work with natural fiber; cotton, wool, silk, or chopped synthetic fiber when the end product is yarn, but when it comes to making insulation from polyester fiber why go through the garneting process when we have a process that allows us to use the continuous fiber in its natural state? To stay with the garneting process in this instance is no different than continuing to make automobiles using a carburetor to feed the engine versus fuel injection.
If you are interested in a very inexpensive fiberfill product to use in inexpensive bedspreads as an example it is perfect. But if the end product is a relatively expensive sleeping bag chopped staple fiber will never perform even remotely close to continuous filament fiber.
Over the years companies who have endeavored to get into the business of making or rather marketing fiberfill insulations believe that utilizing finer and finer denier (thicknesses) fibers will make for a more efficient insulation. Air sticks to all surfaces for a distance of 1/8th inch, therefore if the space between the fibers is reduced or broken into an area less than 1/8th the air will stay more securely in place. While that is true the down side is the finer denier fibers are weak and therefore collapse easily from compression. The collapsing of these very fine denier fibers means that the spaces between the fibers disappears as the fibers are mashed together; a decrease in the space between the fibers means a reduction in insulation. Things do get worse; since the fibers are mashed together the rate of conductive heat loss is increased and due to the reduction of loft or thickness cold air settling on the surface of a sleeping bag will penetrate more easily.
Climashield (continuous filament fiber) is made with heavier denier fibers than is used by the manufacturers using the chopped fiber, and these CF fibers are not capable of being mashed together, so loss of loft is not experienced, loss of insulation does not occur.
In the final analysis chopping the fiber to glue it back together again is as ridiculous as changing from fuel injection back to carburetion.
__________________________________________________________________________
PRIMALOFT: A SYNTHETIC ALTERNATIVE TO DOWN
ALTERNATIVE: Stating or offering the one or the other of two things of which either maybe taken. Source: Oxford Unabridged Dictionary.
Primaloft in my opinion is very similar to down in several respects so when Albany International (AI) states the product Primaloft is a synthetic alternative to down I agree with them. Understanding that alternatives between two similar products yield the same result is what we have here.
Down as we know has a wonderful heat retaining property so long as it stays dry. As all who have had down sleeping bags as well as outerwear garments know once the down starts to get wet the insulating property begins to deteriorate. The down clusters absorb moisture very quickly. Once this takes place the item, regardless if it is a sleeping bag or garment, it gains in weight and loses its loft. The loss of loft is just the start of the process of deterioration. Each day the item is used it gains more moisture, hence more weight and lower loft resulting in less insulation. The moisture that is now absorbed into the down clusters cools to the ambient air temperature and if the temperature is below the freezing point it will freeze. Initially the down material which does not ever reach body temperature continually conducts heat from the body. The moisture absorbed into the down also absorbs the heat generated from the body amplifying the speed of the heat loss. And finally when the temperature is below freezing when the moisture in the down freezes you are building an ice box around your self, and now the cold temperature is not held at bay by the material used for insulation; it will simply conduct into the garment. In physics we learn that heat travels to cold and the cold will accommodate the heat by getting as close to it as possible. Also, in order to dry the down it must be placed in a warm environment. If it does not get dried it will not be of any value as insulation. To continue to use a moisture ridden down product is of no value or worse it can be potentially life threatening. Keeping your body wrapped in a wet covering will eventually lead to a hypothermic state.
So there is good reason to find not an alternative, but a replacement for down as an insulating medium. A material that is oblivious to moisture, meaning that it is completely unaffected by the moisture; does not absorb it and therefore does not lose its loft; i.e. insulating capability.
Primaloft is not a replacement but an alternative; which is what AI claims, and I agree; why an alternative, because in some respects it duplicates how down is affected by moisture. Even if Primaloft is equal on a weight for weight basis to down in clothing; which I doubt, but for the sake of this article I will give them the benefit of the doubt, however it is definitely not when used in sleeping bags. When Primaloft garments are manufactured they are quilted as are down garments. Quilting means cold spots, and moisture does get trapped along the stitching. If you wet Primaloft it absorbs the moisture; we learn that this occurs when we read the published information that is found on their web site;
www.primaloft.com. I quote “Primaloft®One absorbs 3 times less water”, but they never say less than what, but what is important is that they do readily admit their fiber does absorb moisture. If the reference is to down that figure is very high. If you were to weigh the water absorbed by one ounce of down and then divide it by three I am sure the weight would be pretty significant. (I have not done it and have no interest in doing so, I’ll explain later.) AI does not make any products less than about 2 ½ or so ounces per square yard so you would now have to compare the weight of moisture absorbed by 2 ½ ounces of down. Divide by three to get the number of ounces per square yard to get the over all weight of the moisture logged by Primaloft, or any of their other Primaloft products. Just like down it absorbs moisture. If you were to take a square yard of the Primaloft and saturate it with water as I have done in a sink in my office you will observe the thickness of the Primaloft decrease and some of its loft and has lost a significant amount of what ever resilience it has as a dry material. Just like down it loses loft only not as significantly, it becomes limp and non-resilient. I reviewed the information on the web site to see if they made any claims as to how fast it will dry in a field situation. The only claim is that their product works better than down when it gets wet, I agree. However, if the fiber does not dry it will not perform as it had been before getting wet. And like down if the ambient air temperature is below freezing it will not dry, but rather freeze as down does giving the same result. In view of all these similarities and all of the actions pertaining to heat loss noted above follow. You now know why I agree with AI that their Primaloft is an alternative to down since for the most part it duplicates downs characteristics.
AI is not alone with respect to the product they claim an alternative to down, they have lots of company. All companies that market chopped staple polyester fiberfill battings can claim the same thing including Wiggy’s if I did market a chopped staple fiberfill batting used for insulation. In all of the years I have worked in the fiberfill industry I have noted that all chopped staple fiberfill batting, whether they are 2.5 denier or 6 denier or any denier in between, they all perform negligibly different. Dacron 88 a product from the Dupont Company, Kodel from Eastman Chemical or Fortrel from Celanese were at minimum equal to Primaloft, Liteloft (3-M product), ThermicMicro™ from Mountainhardwear (a new short [chopped] staple polyester fiber) or any of the chopped staple fiberfill products used today.
It is not necessary for you to believe me, all you have to do is experience using any of the sleeping bags or outerwear in the cold conditions these items are recommended for use by the manufacturer and you will discover or learn what I have over the years.
Lamilite/Climashield (L/C) is not an alternative to down but a replacement. When you replace down with L/C you have a much improved product. L/C does not absorb any moisture of consequence, and even if it does get wet there is no appreciable reduction in loft. No moisture; no conduction of heat from the body and no deterioration of loft. By replacing down with L/C the end product is improved dramatically; i.e. it works even if wet. I have accumulated a significant number of letters that attest to the L/C’s ability to continue to perform regardless of its getting wet. (See the archived newsletters and the newsletter from January 2007.) I performed the same experiment at my office with an equal thickness of the L/C (L-6 or 4.7 ounce per square yard) and it not only didn’t retain much water but its loft recovery time was almost instantaneous. Therefore, loss of insulation is insignificant.
__________________________________________________________________________
CLO VALUE
Clo value is an arbitrary number given to a comfort level of a man wearing a wool business suit, plus underwear, socks and shoes. This wearing attire relates to one “clo.” It does not relate to a specific temperature, say 56 degrees F. Therefore, in my educated opinion “clo” has no value.
In May 1986 shortly after I started making the Wiggy’s sleeping bags I became aware of Kansas State Universities Institute for Environmental Research and their copper man. They were doing and had for a few years been testing sleeping bags on the copper man to advise sleeping bag manufacturers how efficient they the manufacturers were at temperature rating their sleeping bags. I knew about the copper man testing since I had worked with Natick Labs who had their own copper man. I had two bags tested at Natick, a Super Light rated for 0 degrees F and an Ultima Thule rated for -20 degrees F. This testing of my bags took place in May 1986, the Super Light (0 degrees) calculated to 5.18 clo and the Ultima Thule (-20 degrees) calculated to 5.94 clo. In May 1986 I sent a Wiggy bag to KSU a +20 degree F bag and its clo calculation was 4.42. In each instance I called the person conducting the test and asked what the temperature rating would be in F? The response I received in both instances was “I can not tell you that.” As I recall I naturally asked why and in both instances they refused to put an F rating to equal the clo calculation. In March 1989 I sent a bag, Ultima Thule to a company that may no longer be in business (Comfort Technology) owned by a former Natick employee. His testing showed a clo calculation of 5.51. In this report there is a temperature rating stated, +42 degrees F. That was the end of me having any of my bags tested on copper men and paid for by me. As you will see my bags have been tested at KSU, paid for by Celanese Corp., no longer in business.
September 1986 Celanese Corp. sent 11 sleeping bags to KSU for testing. Some were insulated with Polar Guard and some with Quallofil. Brand name, model, temperature rating and clo calculation follow:
Kelty Silver Streak- +25 degrees F- Quallofil- weight 3.125 pounds- clo 3.9
North Face Cats Meow- +20 degrees F- Polar Guard- weight 3.75 pounds- clo 4.5
Moonstone Orion- +15 degrees F- Polar Guard- weight 4.06 pounds- clo 5.1
Caribou Solstice- +15 degrees F- Quallofil- weight 5.19 pounds- clo 5.1
Caribou Polaris- -5 degrees F-Quallofil- weight 6.75 pounds- clo 5.8
Moonstone Polaris- 0 degrees F- Polar Guard- weight 4.5 pounds- clo 5.2
North Face Big Foot—5 degrees F- Polar Guard- weight 5 pounds- clo 5.5
Kelty Nuska- -25 degrees F- Quallofil- weight 6.8 pounds- clo 6.1
Caribou Zeus- -25 degrees F- Quallofil- weight 9 pounds- clo 6.7
North Face Igloo- -25 degrees F- Polar Guard- 6.5 pounds- clo 6.1
Moonstone Aurora- -15 degrees F- Polar Guard- 6.2 pounds- clo 6.3
The one notable item is that the Polar Guard (continuous filament fiber) is superior to the Quallofil (chopped staple fiber).
In March of 1990 Hoechst Celanese Corp (no longer in business) purchased from me two Ultima Thule’s, one of which was vacuum packed. I was told they wanted to see the difference in insulation between the non-vacuum packed bag and the vacuum packed bag after it was removed from the blister packaging. That may have been part of the reason but the primary reason was to test it against the North Face Igloo. This I was not told and only found out when they sent me a copy of the report. The end result was that the Ultima Thule’s had consistent clo calculations of 4.9 and the two Igloo bags ranged from clo calculations of 6.5 to 6.8. As is noted above the Igloo had a clo calculation of 6.1, how did it improve? Also note that the Ultima Thule is 6 pounds. Remember the first bag I sent to KSU was a 3.75 pound +20 degree bag and it had a clo calculation of 4.42. The Ultima Thule is almost twice as heavy with the bulk of the insulation added to the top of the bag, but it only increased by 0.48 in the clo calculation. The Igloo is gone to be replaced by the Tangerine Dream model which has since been replaced by the Dark Star model. It will sooner versus later also disappear while the Ultima Thule sells in the thousands each year.
In 1992 3-M Corp. marketed their Thinsulate Lite Loft for use as insulation in sleeping bags. They advertised a Sierra Designs bag weighing less than 3 pounds, rated for +20 degrees F and having a clo calculation of 7.25.
The point of this is simple; clo has no value. However, the Marines through Natick Labs has this RFI (request for information) out for a sleeping bag that ideally weighs 2.3 pounds will perform at +20 degrees F and have a clo calculation of 5.3 to 6. Can it be accomplished; NO! For years I have suggested to the Marines and the Army that they abandon two items; 1- clo calculation and 2- weight. Test bags for temperature performance and then see what the weight is. There is an old adage “do not put the cart in front of the horse,” and that is exactly what they are doing. Or, how about “you can lead the horse to water but can’t make him drink.” I have given up trying to educate them. And finally, there are two qualities of oats those fed to the horse and those that he processes and gives back to you. Wiggy’s is the oats that are fed to the horse and all others making sleeping bags are tantamount to what the horse gives back
__________________________________________________________________________
Jerry,
I have attached several photos from my running in the 1000 mi 07 Yukon Quest. Feb 10th to 25th.
I wore/ used Wiggys Antarctic Parka & Bibs, Overbag, 2-Stainless Steel Water Bottles, Joe Reddington Mukluks, Sun Walkers and 60"Ground Pad. Most of these products were purchased from Marc in Anchorage.
The first week, Whitehorse --> Dawson was a piece of cake. From the mouth of the 40 mi river (7 days of travel) of travel) to Fairbanks was "COLD", it would generally warm up to -40 mid afternoon (I rested the dogs the warmest part of the day) At Circle City and Central, it felt warm to me (compared to being on the Yukon and Birch Creek) and it was -52 F. The locals thought it was -68 F on Birch Creek when I went thru. I had a small thermometer on my parka pull, the lowest marker was -30 and the merc was pegged in the bottom!!!!
I was impressed with how fast the Parka and bibs would dry out when I got in a cabin with heat. Generally twice in a 24 hr period. The water bottles would freeze up but I was able to thaw them out directly on wood stoves. The Mukluks kept my feet from any frost bite. I only used my sleeping bag & overbag once in the 2 weeks of travel and that was at the 40 mi bridge in a spartan wall tent with a small wood stove. I removed my parka to hang it up to dry. I wore bibs, mukluks, layed on one bag and the ground pad on a blue tarp on the ground. The sun walkers worked well when at cabins and doing dog chores while drying my mukluks. I slept on the ground pad generally twice per 24 hr period. Either rolled out on top of my sled or on the floor / bunk in cabins. It was the very best equipment that I have used. I could only sleep two hrs at a time most of the race.
Key to the pic's;
1- My bibs drying at Eagle after going thru overflow water at -40. 2- At the finish line, after a night of -50 F, 90 mi run in 15 hrs from Chena Hot Springs to Fairbanks. 3- The team on a afternoon break, aprox 150 miles south of Dawson.
Take Care
Bob McAlpin



__________________________________________________________________________
THE STATE OF INDUSTRY IN AMERICA #2
Sadly I am proven right again as pertains to my industry; manufacture of sleeping bags.
I recently saw an ad from Mountain Hardwear (MH) for a sleeping bag they call the “lamina” series. Not a new name for them, but a new product. In 2005 (see Spring 2005 newsletter) I wrote an article titled “An expensive disposable bag,” all about how Mountain Hardwear made an effort to copy me. Now I see they have a new bag made the same way but the insulation is not the continuous filament fiber they originally used but a combination of two chopped staple fibers low melt bonded together. Why did they make the change (?) which increased the price substantially? Because the person or persons in charge observed that the original bag which used continuous filament fiber was not working and they probably had either low sales or high returns of what was sold. I would not be surprised if they experienced both. Knowing that a bag that copied mine was the best way to go they chose to use the chopped staple product in hopes of making a viable product. It is also destined to fail and quite quickly.
In the early 1960’s I experimented with the lamination of chopped staple fiberfill battings. When the batting was soft and ply-able it would fall apart in laundering and general use, (this is what MH is using) and if the fiberfill was made structurally strong enough to go through several laundering cycles it had no resilience. In 1968 that changed with the manufacture of continuous filament fiber, hence Lamilite. The person or persons who have chosen to make this new bag have known background in the field of synthetic fiber for insulation. Had they taken the time to read the information posted in my newsletters they would have
learned, what they were intending to do wouldn’t work. They didn’t therefore their actions will in my opinion be costly to (MH) as well as their parent company Columbia Sportswear and of course the retailers they have sold these bags too.
I also noted that REI has jumped on the band wagon offering this product I am told only on their web site, keeping their exposure to a minimum. I called and spoke to the buyer who is in his position for a short amount of time. I asked what he knew about Wiggy’s and he said he never heard of Wiggy’s. Imagine not knowing of a company that has been around 20 years and is the only domestic company in the country of any consequence as well as the largest. He asked if my bags were sold internationally and I said yes. He asked if I had I believe “EIN” test results, I have no idea what that is nor do I care. It is something like KSU’s copper man garbage I guess. In any event he had as much knowledge of insulation as a gnat. I suggested he read my newsletters so he could get the sorely needed education he should have.
In both cases these people have no knowledge and neither do the people who hired them so we have a perfect example of the “blind leading the blind.”
The bags will not perform at any level and are substantially more expensive than mine. Imagine sleeping bags made in China using cheap chopped staple fiber more expensive than a product made with expensive fiber in the U.S.A.
What we have here is an even more expensive “
DISPOSABLE SLEEPING BAG” than they had before. My opinion they are a joke and a bad one at that. The ever gullible looking for something new who do not do proper research into outdoor products will be the buyers of these bags and will get burned (actually chilled) by the experience.
What I find interesting is the simple fact that I have not ever changed my insulation to the newest greatest that is used by these other companies. If something works and has proven itself over and over and over again that should tell you something. These people who work for the companies mentioned are “brain dead:” my opinion. I have been told 3-M’s Thinsulate division is possibly coming out with new “sleeping bag” insulation. As in the past they will frame from showing it to me, because if its not continuous filament fiber it’s not an acceptable form of insulation.
THE MARINES
In February 2007 the Marine Corps in conjunction with Natick Laboratories published an RFI. See in Follow Up Articles, “TECHNICAL DATA.” As I noted I will not offer a candidate for testing because what is asked for in un-accomplishable. You can make a sleeping bag that will meet the weight and compactable size but it will not meet the temperature requirement. Since the testing will be in “clo” readings versus temperature, the results can be skewered to show the bag works.
I have made a very concerted effort to educate 3 of the potential bidders to my findings when I made about 80 bags to meet the same temperature conditions. Imagine 80 healthy men saying the bag even with clothing on as the Marines are looking at didn’t perform. I stopped making the bag. Amazing how humans can and do tell you if something is good or bad. The Marines are counting on the copper man to advise than. How about asking a gnat? In all cases these three companies are going their own way. They are afraid to tell the government representative what they want can’t be accomplished or they don’t actually know and hope they can gain favor by giving them something that is esthetically pleasing to look at. In their minds if it looks good it must work. They too are a joke.
So who will suffer (?) the grunts? In 1997 when the first modular sleep system ( a bastardization of what I originally created for the Marines in 1993, a system that has been sold to the military ever since, never having failed) was adopted it was a mistake and it took going to Afghanistan to prove as much in 2001. When it was accepted that the bag system didn’t perform the Army via Natick Labs came up with a new bag system and guess what, it is not as good as the old bag system. The old bag system was supposed to perform at -30 F and it didn’t. The new bag system is lighter and supposed to perform at -40 F and it doesn’t. The Marines noting this justifiably wants a bag that
will perform, the problem is they refuse they accept guidance from a person who has the knowledge to give them a product that will perform. If they did accept that guidance the need for any further activity to find a new insulation would be over and the need for a new manufacturing method would be over. In that case funding for both activities at Natick would end and someone or two or three would be out looking for a new job.
The other person (s) who suffers is the tax payer; you and I. We are continually forced through our taxes to finance the unnecessary.
Without education the state of industry in America will continue to erode.
__________________________________________________________________________
On February 20 th the U.S. Marine Corps through Natick Laboratories published an RFI (request for information) about sleeping bags. Initially I was going to submit a bag and bivi for them to examine. In the event it was chosen I would receive an order for 100 as would two other companies who offered potentially good products. I therefore wrote a Technical Data section required to be presented with the bag and bivi. Having chosen not to be a potential bidder I decided to share the information with those companies who I know will offer a product, in addition I have presented this same information to the individuals who are over seeing the project for the Marines. I have further decided to publish this information on my web site for all to read.
I do have one question, and that is will any of the potential bidders take me up on making a bag with Lamilite and submit it to the Marines for evaluation.
TECHNICAL DATA
INSULATION: Continuous filament fiberfill with a surface treatment of silicone.
Continuous filament fiberfill treated with silicone has certain qualities not found in any other form of fiberfill used as insulation. The need to quilt the fiberfill to any sub straight is eliminated. Once the insulation is sewn in place around the perimeter to any sub straight it will not shift or be displaced with use as well as laundering.
When the quilting is eliminated as is necessary to do with any chopped staple form of fiberfill insulation there are no cold spots from any quilt or cross stitching. A uniform layer of insulation is accomplished.
The silicone treatment is a “lubricating” finish. There are several reasons why the addition of the “silicone lubricating finish” is desirable; 1- Water as a vapor or liquid will not attach to the fibers. While in a vapor state the moist vapor will raise and when it gets into the continuous filament fiberfill that is silicone treated it slides easily past the fibers without sticking. When the continuous filament fiberfill treated with silicone is exposed to water it will shed the water very easily and quickly when removed from the water, shaking will eliminate whatever is left to the extent of 90 to 95 percent, the balance of wetness will dry very quickly from exposure to sun or a breeze. 2- The treatment of silicone applied to the continuous filament fiberfill adds to its resilience. We know this to be fact since all of the sleeping bags that are vacuum packed for use as survival bags in military aircraft and Navy survival rafts are equipped with sleeping bags and other items insulated with silicone treated continuous filament fiberfill because after compression of 25 tons of pressure these bags return to full loft. 3- The silicone lubrication does not allow the fibers to tangle into each other as happens with chopped staple fiberfill so loss of loft is eliminated. 4- We also observe when the silicone treated continuous filament fiberfill is laundered the normal tumbling action of both washing machine and drier cause the fibers to move away from each other demonstrating an on going retention of the loft. Actually we observed an increase of loft. See attachments one and two; reports done at Natick Labs and the Celanese Corporation.
SHELL AND LINING FABRIC: Single ply 70 denier nylon taffeta. This was probably the first nylon fabric made. The thread count is 104 by 86 threads per square inch; the weight is two ounces per square yard.
The 70 denier yarn is the optical thickness for use in any insulated product as a lining. All synthetic fiber is temperature sensitive. When exposed to cold it will quickly reach the same temperature as what ever temperature it is exposed too. The same holds true when it is exposed to heat. All temperature should be viewed in terms of heat. While 0 degrees F is a cold temperature it should be viewed as 0 degrees of heat. The 70 denier yarn will absorb heat more rapidly than a 200 denier yarn but less rapidly than a 40 denier yarn, however it will not lose the heat that it has absorbed as quickly as a 40 denier yarn. It is irrelevant to further compare the 70 denier yarn to a 200 denier yarn since the 200 denier yarn is not suitable for use as a lining or shell fabric in sleeping bags. The process of absorbing heat should be as quick as possible at the absorption side and as slow as possible on the lose side. The 70 denier single ply taffeta offers the best performance at each side of the equation.
The 70 denier yarn is stronger than a 40 denier yarn so a lesser amount of yarns is required to weave a fabric. In order to weave a 40 denier yarn fabric many more threads are required which adversely affects the vapor permeability of the fabric. As a rule the weight of 40 denier fabric is 1.9 ounces per square yard. The thread count is normally 160 by 100 threads per square inch. The more tightly woven a fabric is the lower the vapor permeability. The 70 denier 104 by 86 thread count allows for the optimum vapor transmission otherwise known as vapor permeability. The more rapidly the nylon fabric warms to the body temperature the slower the rate of conductive heat loss. The slower the rate of conductive heat lose the slower the rate the human body metabolizes its fuel; i.e. food. The slower the rate of food consumption the longer the body stays warm. This process is further aided by the high degree of vapor transmission found in a 70 denier single ply taffeta. Moisture is very efficient at absorbing heat. Therefore, the more rapidly the moisture evacuates the interior of a sleeping bag the longer the occupant stays warm. The same material is used as the shell of the bag. It has proven durability, as well as not retaining moisture, and can with stand numerous laundering.
CONSTRUCTION: There are two methods of constructing a sleeping bag with continuous filament fiberfill insulation; 1- via lamination of the fiberfill and 2- quilting of the fiberfill. Both methods serve the same purpose; to stabilize the fiber for greater ease of cutting and sewing. When lamination is the construction method used accomplishing a uniform loft through out the entire bag is possible at a minimum cost. When the continuous filament fiberfill insulation is adhered to the lining fabric it is stabilized allowing for greater stability when used (slept in, stuffed and un-stuffed and laundered). The insulating properties are enhanced; there is no space between the continuous filament fiber and the lining material so convective heat loss is eliminated, moisture while in a vapor state does not have a chance to cool as it passes through the spaces between the yarns of the 70 denier single ply taffeta and because of the silicone treatment applied to the continuous filament fiberfill the moisture slides easily past all of the fibers till it reaches the shell fabric where it will condense on the outside of the bag.
The lack of quilt through stitching means that there is a uniform loft so heat loss is minimized.
Conversely when quilting is employed there are cold spots at the rate of 10 stitches per inch. The quilting method reduces the loft of each layer of insulation regardless if the insulation is continuous filament fiberfill or chopped staple fiberfill. Therefore, in order to compensate for the natural compression created by quilting additional layers of fiberfill must be added to off set the thin spots created. This offset quilting adds weight to the overall sleeping bag. The quilting also restricts continuous filament fiber so it atrophies; ie; loses its resilience. Also previously noted so do chopped staple fiberfill's they both lose loft when used; slept in, stuffed and un-stuffed, compressed, and laundered.
CARE: Laundering; the un-quilted constructed sleeping bag when continuous filament fiberfill is the insulation as in the case with this bag has no known limit. Bags manufactured in this manner have been laundered in the hundreds of times and dried in any dryer. They have demonstrated that the water temperature, form of detergent (liquid or powder), or type of machine is irrelevant. As noted, the laundering of the bags assures the long term maintenance of the loft of the insulation, vital to any sleeping bags long term performance.
Storage; bags manufactured in this manner are currently used and have been since 1991 in the survival kits of military air craft as well as Naval survival rafts. They are vacuum packed under 25 tons of pressure and may not be used for years. When taken out of their double blister packaging loft returns relatively quickly assuring that their insulating capacity is not compromised. Therefore, storage in a stuff sack and left on a shelf in an inventory status for long periods of time will not adversely affect the performance of each bag.
FEATURES: The snap placement has the male snaps on the lower half of the bag and the female snaps on the top half as a security measure. If there is a zipper failure the snaps can be used to effectively close the sleeping bag. In addition the snap placement on the bivi bag is the opposite if the sleeping bag therefore if needed the bivi bag can be closed around the sleeping bag.
__________________________________________________________________________
I am starting a new section to the web site which will deal with follow up information to articles already published and letters I have received from people.
These additional articles will appear very frequently.
__________________________________________________________________________
A MULITI-PURPOSE TENT AND SLEEPING BAG (this item will be available shortly)
The Wiggy's Inc. multi-purpose tent is also known as the Freedom Shelter. The name implies that you have the freedom of three entities; a tent, bivi bag, and poncho, all in a single item. Developed over 20 years ago (we have been making it for the past 7 years) as well as a special model sleeping bag that fits inside the shelter of poncho like a glove.
It is my belief having been a manufacturer of sleeping bags and bivi bags for 30 years this combination of shelter and sleeping bag is the most intelligent design for any person who is interested in traveling in the backcountry light. It is especially efficient for soldiers. It gives the individual soldier a freedom for independent action like no other combination presently being issued. About 1993 or 4 we produced only the sleeping bag part of the system to the tune of about 3000 for Force Recon an activity of the Marine Corps.
__________________________________________________________________________
I recently returned from a trip into the Cascade mountains. I brought along my Super Light sleeping bag, which I was issued as a member of US Air Force Combat Search and Rescue. During my hike into the mountains on the first day, my CamelBack water reservoir broke inside my pack, spilling three liters of water onto the sleeping bag. When I reached camp (on five feet of snow) I discovered that the sleeping bag was covered in ice. With many other sleeping bags this would have been an emergency situation. With your product, however, the only measure I had to take was wear my Goretex clothing while inside the bag in order to keep myself dry. Despite extremely cold temeratures, I continued to stay warm inside the sleeping bag. Thank you for making such a superior product. I know that when taking one of your bags along I can be confident that I'll sleep warm, regardless of the conditions!
Sincerely,
Mike Walker

__________________________________________________________________________
BOOTS AND TEMPERATURE RATINGS (JAN. 2007)
I called the three companies noted in the article; Red Wing manufacturer of the Irish Setter line, Rocky and La Crosse .
When I asked each company about the testing the response I received was as follows; Red Wing put me on hold for a lengthy amount of time so I ultimately hung up. Both Rocky and LaCrosse told me they had their boots tested at a facility located in Pennsylvania . Neither would tell me the facility name. The customer service representative for Rocky faxed me the following note; I quote, “I found out that the temperature testing for our boots and shoes are done in a lab located in PA., but I am unable to give out that address to the general public.” It mattered not that they would not give me the name of the testing facility. I knew immediately who it was; ASTM International a textile testing facility that I have been aware of for many years. They may also test other materials other than textiles but I am not aware of them. I called there to get information on the test methods, but alas that is information you must pay for. I will not pay to find out how they could determine a pair of boots will perform at a temperature that simply does not exist on planet Earth.
What I find most amazing is the fact that who ever are in charge of these companies doesn't have the common sense to say -150 degrees F, is that reasonable? Then you have the retailers who sell these boots; don't they have question the temperature rating either? In my opinion these merchants at the manufacturing level and the retail level simply put don't care. They have evaded reality!
__________________________________________________________________________
THREE DEATHS ON MOUNT HOOD
I am happy to know that the rescue team from the Air Force was equipped with their Wiggy's Super Light FTRSS bags.
It was unfortunate that the climbers weren't equipped with Wiggy's.
__________________________________________________________________________
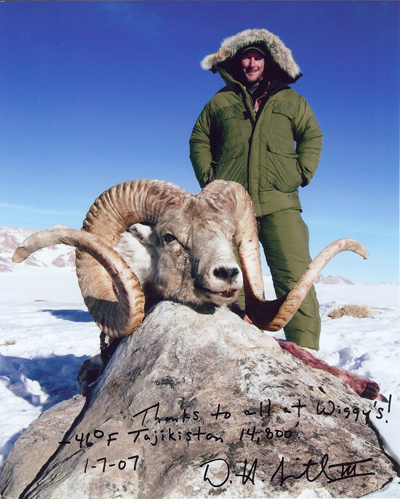
WARMEST PARKA IN THE WORLD
I have always advertised that my Antarctic Parka and Antarctic Bib were the warmest clothing items in the world and I believe this is an illustration of that fact.
__________________________________________________________________________
TIRED OF COLD WET FEET
Since the early 1980's I believe boot manufacturers have been make in boots with two components that do not perform as they have advertised since then. Component number one is Thinsulate a poly propylene fiber blended with a polyester fiber for insulating purposes. In some instances there is no polyester in the blend. Ever go into hardware
store looking for a cheap face mask, the same type of mask that surgeons and dentists use?
You can get them for maybe 30 cents apiece. These are probably made by 3-M who makes the Thinsulate from the same material. If you were a surgeon and were operating for several hours the mask would be changed several times because of the moisture from your breath was being absorbed and the mask was losing its shape. While polypropylene as a fiber does not absorb moisture when lots of polypropylene fibers are attached in a web structure they do retain the moisture. Boot insulation made from Thinsulate is much heavier than what is used to make a face mask so its retention of moisture is considerably greater. The polyester polypropylene blend product is slightly loftier than the product that is used for face masks so it allows the moisture to get deeper into the web structure, where it is trapped.
Component number two is a film that is laminated to the Thinsulate which the film manufacturer has told you has the ability to keep out water from rain or rivers but will also not keep the moisture that has come out of you feet from leaving the boots. If in fact each of these components of the boots you own worked as described you would never have cold feet while wearing the boots. But, alas each of you does have cold feet.
Now I mentioned that Thinsulate is used without the polyester blended into it. This product is very dense, probably made on the same equipment that is used to make the felt liners that are notorious for absorbing moisture in pack boots. Even though the raw material is polypropylene it will retain in its structure the moisture coming out of the pores in your foot and be retained. This very dense product is what boot manufacturers place in boots that they claim will keep your feet warm at -150 degrees (see current newsletter). Again these manufacturers insert a film (described above) to allow the moisture out. For the sake of good order the most prominent film used at this time is probably Gore-Tex, but there are others and the all “don't” work exactly the same or do they? Yes; in other words they do not work as advertised period.
The reason your feet get cold is very simple; the moisture from you feet is accumulating in the insulation of the boot and NOT getting out. If the ambient air temperature is below +32 degrees the moisture will freeze and you have basically built an ice box around your feet. Each and every day there after the ice crystals keep building up in the boots so your feet never have a chance at being warm.
The answer of course to warm feet is explained in the current newsletter.
__________________________________________________________________________
I recently returned from a trip into the Cascade mountains. I brought along my Super Light sleeping bag, which I was issued as a member of US Air Force Combat Search and Rescue. During my hike into the mountains on the first day, my CamelBack water reservoir broke inside my pack, spilling three liters of water onto the sleeping bag. When I reached camp (on five feet of snow) I discovered that the sleeping bag was covered in ice. With many other sleeping bags this would have been an emergency situation. With your product, however, the only measure I had to take was wear my Goretex clothing while inside the bag in order to keep myself dry. Despite extremely cold temeratures, I continued to stay warm inside the sleeping bag. Thank you for making such a superior product. I know that when taking one of your bags along I can be confident that I'll sleep warm, regardless of the conditions!
Sincerely,
Mike Walker
__________________________________________________________________________
I just returned back from a guided hunt to AK for Mt. Goat, Dall Sheep, Moose, Brown Bear, Black Bear, and Wolf. The guide service we used ,"Don Alaskan Guide Service" sent us a list prior to the hunt of recommend items, on that list was the North Face Cat's Meow sleeping bag. We bought one, but I continued to do research in that dept. and also purchased a Wiggy's Super Lite, my hunting partner purchase one also, even though he had bought one of the North Face bags also.
On Sep the 5th of 2007 we spent the night on the side of a Mountain waiting for Daylight to recover a Mt. Goat I had shot. Rick Cherry, myself, our guide, and Daniel our packer. During the night it rained and rained and rained, the next morning Rick and I were the only people out of the four to stay dry, nothing over us but the Wiggy's sleeping bag. Our guide said when we get off this Mt. I will have one of those bag's.
On Sep 8, 2007 as we were coming off the Mt. in the rain I fell and tore the ACL and MCL in my right knee. I was very wet and hypo was starting to set in, our guide put up one of the tents, took my Wiggy's bag and placed inside the tent, help me get my boots and outer clothing off, and inside the bag. In about 20 minutes my body temp was starting to rise and within 45 minutes was back to normal, I remained in the bag until we heard the noise of the Med-a-Vac they used to get me off the Mt. and into the hospital in Anchorage.
I gave my bag to Craig our guide, and have ordered another one for myself. Rick, Craig, and Daniel are today Sep 18 still in the MT's of Alaska looking for Dall Sheep while I am home waiting on surgery this Friday to my knee.
I will go back next year with Don's Alaskan Guide Service and my new Wiggy's bag, to finish the hunt of a lifetime.
Thanks again of a product that is more than what you say it is. " In Alaska it is worth it's weight in GOLD on a wet, and cold Mt."
Good Hunting
Gary W
